Московская палата ремесел создана в 1999 году в соответствии с Законом О ремесленной деятельности в городе Москве при активном участии Департамента поддержки и развития малого предпринимательства, Московского фонда поддержки малого предпринимательства, Московского комитета образования и других московских и российских организаций, заинтересованных в возрождении и становлении ремесленничества в Москве.
Художественная ковка металла - это самое настоящее творчество. И не любые кузнечные работы могут быть художественными. Ручная художественная ковка - это чувство металла и его возможностей. Эксклюзивная ковка в интерьере - это кованые лестничные ограждения, ограждения второго света, кованая мебель и кованые предметы интерьера. Очень часто бывает, что лестничные ограждения или перила в доме являются его украшением. Это случай полного взаимопонимания Заказчика, дизайнера и мастеров художественной ковки. Выполняя кованые изделия на заказ нужно не только понять, что хо-чется Заказчику, но и проникнуться тем интерьером, где это будет находиться. Даже каминные принадлежности и каминная решётка могут быть выполнены настолько оригинально, что сразу становиться ясно - это эксклюзивная ковка.
Благодаря такой обработке меняется не только структура металла, но и химический состав его верхнего слоя и деталь может иметь вязкую сердцевину, выдерживающую ударные нагрузки, высокую твердость и износность. Из существующих способов химико-термической обработки стали в условиях небольшой мастерской можно выполнять только цементацию. Цементация - это науглероживание поверхности стали. Этому процессу подвергают чаще всего изделия из малоуглеродистых сталей, содержащих не более 0,2% углерода и некоторых легированных сталей. Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
К ударным инструментам относятся молотки: ручники, боевые молоты и кувалды. Ручник - основной инструмент кузнеца, с помощью его он кует небольшие изделия. Кузнеца, работающего без помощников, называли одноруким, кующим в одну руку. Ручники имеют массу 0,5-2 кг, но бывают и до 4-5 кг .
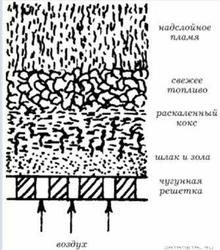
Топливо для нагрева заготовок используют в нескольких видах: твердое - дрова, древесный уголь, кокс и уголь, жидкое - нефть и его производные (керосин, уайт-спирт, бензин), газообразное - природный газ.
Одежда кузнеца: куртка из плотной хлопчатобумажной ткани с длинными рукавами, застегивающимися манжетами, нижняя часть куртки должна перекрывать верхнюю часть брюк, которые также сшиты из прочной ткани; брюки в свою очередь должны быть такой длины, чтобы закрывать верх ботинок; ботинки лучше иметь на толстой кожаной подошве. Рукавицы рекомендуется иметь из брезента, а некоторые должны иметь асбестовые накладки. Фартук - также из толстого брезента, асбестовой ткани или кожи должен прикрывать грудь и быть длиной ниже колен. На фартуке может быть сделан один карман на груди или справа у пояса.
Отжиг - нагревание стального изделия до температуры 700-900°С (в зависимости от марки стали) и охлаждение вместе с печью. Отжиг применяют при изготовлении из одного законченного изделия другое или в случае неудачной закалки.
Если закаливать неотожженное изделие, в нем могут возникнуть трещины, структура металла станет неоднородной, качество изделия резко ухудшается.
Обработка металлов давлением, группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации. Основные виды О. м. д.: прокатка (см. Прокатное производство), прессование, волочение, ковка и штамповка (см. Кузнечно-штамповочное производство). О. м. д. также применяется для улучшения качества поверхности.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы или специальные наковальни-шпераки , которые устанавливают четырехгранным хвостовиком в квадратное отверстие основной наковальни. Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или землю. Изготовляют шпераки методом ковки из углеродистой стали 45-50 с последующей закалкой рабочей поверхности до твердости 40-47 HRC.
В кузнечном ремесле приходится иметь дело с различными сплавами, цветными металлами, со сталями разных марок. Для нагрева до ковочной температуры одинаковых по размерам заготовок, но разных типов металла требуется сжечь разное количество топлива.
Теплопроводность металла - это скорость нагрева заготовки по сечению. Чем меньше теплопроводность металла, тем больше опасность образования трещин при нагреве. Например, теплопроводность сталей, особенно легированных, в пять раз меньше теплопроводности меди и алюминия. С теплоемкостью связан расход топлива для нагрева заготовки до нужной температуры. Наибольшую теплоемкость имеет стать при температуре 800-1100°С. Значит чем выше теплоемкость металла, тем больше расходуется топлива.
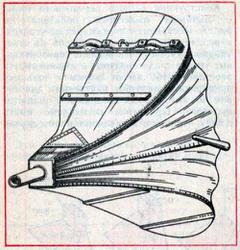
Голова - основная часть мехов. К ней прикреплены три клиновидные доски: верхняя и нижняя шарнирно, а средняя - жестко. Нижняя и средняя доски имеют клапаны для забора воздуха, это куски кожи, прибитые одной стороной к доскам, перекрывающие круглое отверстие в нижней и средней доске. Сверху над кожей прибит ремешок, ограничивающий подъем клапана. Кожаная гармошка соединяет верхнюю и нижнюю подвижные доски со средней неподвижной. Гармошка состоит как правило из трех отделенных складок, каждая из которых соединяется с внутренним деревянным каркасом, по форме совпадающим с периметром досок. Кожа прибивается к каркасу через тонкие ремешки, чтобы гвоздь не прорвал кожу.
Ковочные машины, группа машин для обработки металлов давлением - ковкой и штампованием. Основные виды К. м.: горизонтально-, вертикальнои ротационно-ковочные машины, ковочные вальцы.
Горизонтально-ковочные машины (движение рабочего органа горизонтальное) предназначены для горячего безоблойного штампования?заготовок из прутка. Рабочий орган жестко связан с кривошипным механизмом, движение вспомогательных органов осуществляется рычажно-кулачковым механизмом. В отличие от горизонтально-ковочных машин и др. кривошипных машин, приводной вал вертикальнои ротационно-ковочных машин не связан жестко с ползуном, на котором укреплен рабочий инструмент.
Ковкой называется обработка металла, находящегося в пластическом состояние под действием бойков молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при надобности подкладного инструмента. Изделие, получаемое ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и массуот нескольких граммов до 350 т. и более. Большие поковки получают непосредственно из слитков, поковки средних и малых размеров – из прокатных заготовок.
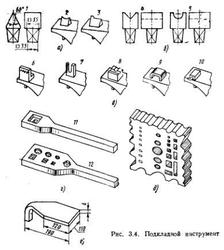
Для пробивки отверстий в толстых кованых изделиях применяют прошивки и специальные пуансоны, которые, в отличие от пробойников, не имеют рукояток, а удерживаются клещами. В головках молотков и кувалд отверстия имеют овальную форму, имеют двустороннюю конусность, которая образуется при пробивке отверстий с помощью овально-конических прошивней. Вначале отверстие продавливают с одной стороны заготовки, а затем переворачивают на 180° и прошивают отверстие с другой стороны. Подобным образом прошивают овальные цилиндрические отверстия в головках подкладного инструмента - пробойниках, гладилках, раскатках и др.
Инструменты, которыми приходится пользоваться кузнецу, делятся по своему назначению на опорные, ударные, зажимные, подкладные, захватывающие, мерительные и вспомогательные.
Опорные инструменты: основные наковальни, небольшие наковальни для мелких изделий и шпераки.
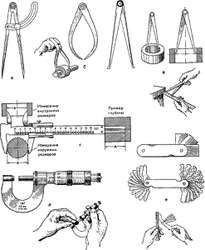
Контрольно-измерительные инструменты необходимы для измерения заготовок и поковок как в процессе ковки, так и после окончания обработки и охлаждения.
Универсальный мерительный инструмент - стальная линейка для измерения линейных размеров. Применяются различные линейки 250, 500, 1000 мм; стальной металлический метр применяется для тех же целей, что и линейка, но для компактности он состоит из отдельных звеньев, соединенных шарнирно. Точность измерения такой линейкой и метром составляет 0,5 мм.
К этому классу относятся различного вида клещи. Они предназначаются для вынимания нагретых заготовок из горна и удерживания их во время ковки. Клещи состоят из двух клещевин, соединенных заклепкой; головная часть клещей с губками предназначена для захвата заготовки, задняя часть является рукояткой. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть по возможности легкими с пружинящими рукоятками, а для надежности во время работы рукоятки клещей стягиваются специальным кольцом - шпандырем. Длина кузнечных клещей составляет 300-1500 мм, материал - сталь 15, 20, 25. Заготовка должна быть плотно захваченной клещами. Но если этого не происходит, необходимо подогнать губки по форме. Для этого губки клещей нагревают в горне, зажав ими заготовку, и обжимают их ударами ручника или молота. Клещи, хорошо подогнанные, значительно повышают производительность труда и снижают травматизм.
Издревле русские кузнецы (с VI-VIII веков н.э.) владели всеми приемами свободной ковки, кузнечной сварки, горновой пайки меди, умели производить термическую обработку изделий.
При том уровне техники от мастера требовалось много умения, навыка, опыта в обращении с металлом. Различить, например, сорта стали можно было только по цвету и характеру искры или излому, а степень нагрева при ковке, закалке и сварке - по цвету раскаленного металла (каленого) на глаз; о температуре отпуска стали мастер судил по цветам побежалости и т.д. Интересно, что древнерусские кузнецы с большим искусством производили не только украшения к костюмам - пряжки, перстни, застежки, браслеты, подвески, ожерелья, оплечья или украшения конской сбруи, но и петли на ларцы и сундуки, оковки для них, дверные замки, мечи, шлемы, кольчуги, боевые топоры, всевозможную бытовую утварь и великое множество других железных кованых изделий.
Верхняя горизонтальная плоскость называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости 45-50 HRC и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребро должно быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.