Мезенская роспись никого не оставляет равнодушным. Увидев ее впервые, одни удивляются необычным орнаментам и странным персонажам, другие восхищаются непосредственностью и четкостью графического рисунка; в душе третьих звучит музыка — ритмичная, торжественная, светлая; некоторых раздражает непонимание увиденного…
Так случилось и со мной. Мезенская роспись покорила с первого взгляда больше года назад. Стало очень интересно изучить её подробнее, по возможности - научиться.
Попробуем изготовить декоративную тарелку. Для нее подберем кусок широкой и толстой доски с красивой текстурой древесины, например, из сосны, ели. Планируя резьбовое изделие из хвойной древесины с полосатой текстурой, учтем, что лучше всего этот материал смотрится в ровной полированной поверхности. Для его оттенения, то есть для контраста, предусмотрим у тарелки декоративный выпуклый кант из ровной светлой древесины и прорезную резьбу по внешнему краю. Л дно тарелки отделаем в технике маркетри, выбрав для этого гапоп более темный, чем материал поделки. Таким образом достигнем контраста дна и обода тарелки.
Внешний вид любого изделия определяет не только его форма, по и отделка поверхности. В данном случае она заключается в шлифовке и полировке поверхности всей поделки с помощью шкурок, а в уголках — ребром трехгранного надфиля, кончиком маленького ножа (в качестве цикли) и покрытия изделия лаком.
Предварительное первое покрытие лаком выявит неровности на кристалле, которые были не видны на его матовой поверхности. Используя надфиль и нож, их нужно ликвидировать, счищая вместо с лаком. Теперь можно с помощью мягкой кисточки нанести 2-3 слоя лака, соблюдая между ними интервалы в 10-15 мин для сушки.
Фигурные звенья обычно выпиливают лобзиком из плоских заготовок: дощечек, реек, многослойной фанеры. Кроме соединения цепочки с помощью разлома, можно крупные звенья и распиливать, причем для фанеры последний способ обязателен. Нет необходимости во всех случаях распиливать соединяющие звенья на две части. Можно, например, выпилить с одной стороны звена кусочек для прохода других звеньев, а затем вклеить его. Тонкие пропилы лобзиком не создадут заметной помехи при стягивании кольца резинкой или шнуром.
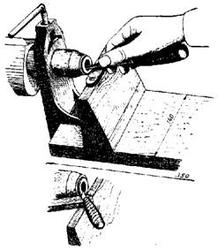
Цепочки. Цепочка из круглых колец хороша и как женское украшение, и как декоративная деталь интерьера (рис. 12). Изготовление их ле-сложно, хотя требует терпения и времени. Кольца проще всего вытачивать на токарном станке. А тому, кто не имеет возможности воспользоваться таким станком, посоветуем изготовить или приобрести нехитрое приспособление, с помощью которого дрель можно превратить в маленький своеобразный токарный станок. Устройство его хорошо понятно из рис. 13.
Браслет. Не всегда удается найти такую древесину, рисунок которой подходит для нагрудного украшения. Когда же такие пластинки соединены в ансамбль, например в браслете (рис.), они смотрятся интереснее. Изготовление пластинок для браслета аналогично изготовлению кулона. Правда, выбирая заготовку, придется учитывать размеры браслета и число звеньев в нем (обычно 7 — 8 звеньев).
Кору ни с заготовки, ни со спиленной пластинки удалять не следует, особенно если речь идет о сырой древесине. Кольцо коры на спиленной пластинке будет являться, во-первых, темной декоративной рамочкой, только его надо подровнять и удалить неровности. Во-вторых, и это главное, пластинка сырой древесины при йь:сыхании без коры даст трещину, и работа будет испорчена. Отпиленные пластинки сразу же следует выровнять ножом. Ото делается в положении стоя, пластинка ставится вертикально на ребро на стол Или верстак. Срезается слой древесины от середины к нижнему краю пластинки так, чтобы поверхность получалась немного выпуклой. Лезвие ножа направляется вниз с некоторым продвижением вперед.
Древесина — очень декоративный и всеми уважаемый поделочный материал. Известно, например, как ценятся сейчас мебель и изделия из) натуральной древесины. Тем более приятны поделки, выполненные своими руками. Предлагаемые здесь для выполнения женские украшения доступны любому начинающему, даже женщины или школьники-старшеклассники могут их изготовить. А вопросы качества изделий будут решаться в основном природой самой древесины, а также терпением и аккуратностью изготовителя. Поделки, технология изготовления которых описана ниже, нарядны и оригинальны, а выполнение их не потребует ни больших затрат рабочего времени, ни особых инструментов.
Прорезная резьба называется также сквозной, или пропильной. При этом способе резьбы удаляют фон. В сочетании с рельефной или геометрической резьбой создается впечатление воздушности изделия. Приемы выполнения прорезной резьбы очень просты, поэтому с древних пор она широко распространена, особенно в украшении деревянных домов. Более трудоемкой считается прорезная резьба в сочетании с геометрическими выемками и рельефными формами. Такая резьба называется сквозной ажурной. Широкое распространение прорезной резьбы объясняется и тем, что по сравнению с другими видами плоскорельефной резьбы она менее трудоемка. Наиболее простым и удобным является способ резьбы с использованием трафаретов. Благодаря большому количеству вариантов она незаменима при изготовлении резного декора домов.
Контурная резьба по технике выполнения является самой простой. Линейный, несколько углубленный рисунок из прямых, извилистых или ломанных линий в виде двугранной или полукруглой выемки на ровной поверхности древесины, четко очерчивающий контур изображения, выглядит резким и жестковатым.
Резные работы по дереву — национальный вид искусства у многих народов России. Издавна русский крестьянин, справив избу и закончив полевые работы, в бесконечные осенние и зимние вечера принимался за художества — резьбу по дереву.
И сегодня, несмотря на множество созданных в последние годы полимеров, дерево продолжает оставаться одним из основных материалов.
Инструменты для резьбы по дереву. Для выполнения всех видов домовой резьбы, различных элементов украшения жилища, мебели, сувениров и других поделок нужен специальный инструмент. Резчицкий инструмент делится на основной (режущий), и вспомогательный (для сверления и выпиливания, столярный, разметочный).
Набор основного резчицкого инструмента. Без него невозможно сделать самую простую резьбу. При выполнении сложных резных изделий требуется большое количество разнообразных стамесок, ножей и т.д. В набор основного резчицкого инструмента входят:
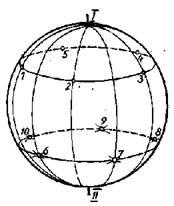
Дерево, как известно, состоит из кроны, ствола и корней. Крона дерева - это ветви и листья или хвоя. Ствол дает основную массу древесины. Его тонкую часть называют вершиной, нижнюю, толстую часть - комлем.
Существуют три основных ствола:
А) Поперечный разрез. Он перпедикулярен оси ствола и образует торцевую плоскость.
Б) Радиальный разрез. Он продольный, проходит через середину ствола.
В) Тангентальный. Он проходит вдоль ствола, но удален от сердцевины на разные расстояния.
Для выполнения различных работ резчику необходимо иметь набор разметочного инструмента. Метр нужен для измерения поверхностей и определения размеров отдельных элементов резьбы. Разметочный элемент может быть складным, ленточным, в виде рулетки и линейки. Кроме этих инструментов еще используются угольник чертежный, угольник столярный, ерунок, малка, рейсмус, циркуль, нутромер, уровень, кронциркуль, делитель окружности, отвес и шнурка.
Прежде чем начать разговоров инструментах, поговорим о мерах предосторожности, которые нужно соблюдать при работе с ними. Инструмент резчика по остроте можно сравнить только с опасной бритвой, поэтому относиться к нему надо очень внимательно. Первое, за чем должен следить начинающий мастер и к чему Должен себя постоянно приучать, — это оберегать левую руку от ранения. Для левой руки нужно находить такое положение, чтобы исключить даже случайное прикосновение к ней инструмента при его соскоке, неверном движении. Необходимо придумать и соответствующее закрепление поделки, если ее опасно поддерживать левой рукой. По тем же причинам лучше не работать, держа поделку на коленях, под поделку следует подложить рабочую доску.
Задача предохранения дерева от загнивания всегда занимала техников. Наряду с простейшими приемами консервирования древесины в настоящее время разработаны очень совершенные составы, которые на много лет гарантируют службу деревянных изделий, как-то балок, стропил, полов, шпал и т.п. Ниже мы приводим только самые простейшие приемы, которые, однако, всегда дают удовлетворительные результаты.
Прочные рисунки на деревянных фанерах. Предварительно приготавливают раствор из 10 ч. медного купороса, 6 ч. голландской сажи и 3 ч. спирта. Затем на лицевой стороне фанеры набрасывают синим карандашом легкий контур рисунка, после чего все пространство, обведенное синим карандашом, покрывают тонким контуром с помощью стального пера, обмакиваемого в вышеуказанный раствор. Когда весь рисунок высохнет, фанеру помещают под кран с водой таким образом, чтобы она в течение 20 часов равномерно и слабыми струйками промывалась. При такой обработке рисунок на фанере так глубоко проникает в дерево, что контуры его ясно обозначаются на противоположной стороне фанеры и, сколько бы последняя затем не подвергалась обработке, рисунок не сотрется.
Мы можем указать на следующий несложный способ, вполне пригодный для приготовления воска для вощения дорогой деревянной мебели. Берут 100 г хорошего желтого воска, мелко нарезают его и прибавляют 12 г мастики или 25 г истолченной в порошок канифоли. Указанные вещества складывают в глиняный сосуд и распускают на угольях. Когда вся масса расплавится, ее снимают с огня и тотчас же приливают 50 г теплого скипидара. Все тщательно размешивают и сливают в жестяную или каменную баночку. В таком виде состав сохраняется до употребления. Для полировки мебели берут небольшое количество состава на кусок шерстяной материи и натирают дерево, которое быстро приобретает очень красивый и мягкий блеск. Навощенная таким образом мебель весьма долго сохраняет свою красивую полировку.
Жидкая бронза, не дающая на предметах зеленой окраски от образования яри-медянки, получается при нейтрализации кислот, содержащихся в даммаровой смоле. Для этого поступают следующим образом: 250 г мелко растертой даммаровой смолы растворяют при частом взбалтывании в 1000 г бензина. Затем приливают 250 г 10 %-ного водного раствора едкого натра, взбалтывают в течение 10 мин. и оставляют стоять. Скоро образуется два слоя: верхний, содержащий раствор смолы в бензине, нижний — водный раствор солей натра со смоляными кислотами. Первый из них сливают, смешивают с новой порцией 10 %-ного раствора едкого натра, взбалтывают и дают отстояться. Этот верхний слой, содержащий смолу, совершенно свободен от кислот. К такому раствору можно прибавлять 0,25 ч. золотистой бронзы, не боясь образования яри-медянки.
Имитация дубового дерева. Варят в продолжение часа смесь из 500 г кассельской земли, 50 г поташа в 1 л дождевой воды, затем процеживают полученный темный отвар через полотно и уваривают жидкость до тех пор, пока она не достигнет сиропообразного состояния. После этого выливают ее в совершенно плоские ящики из жести (крышки из-под жестянок), дают затвердеть и при помощи пестика превращают в крупный порошок, который после кипячения с водой (1ч. порошка на 20 ч, воды) в течение нескольких минут дает прекрасную протраву для имитации дубового дерева.