
Глиняное литье
Среди различных способов формовки керамических изделий литье занимает особое место. Оно дает возможность с большой точностью изготовить множество совершенно одинаковых тонкостенных сосудов, имеющих сложную форму, небольших скульптурок с тонкой проработкой деталей. Глиняное, или шликерное, литье основано на свойстве гипса впитывать в себя влагу и на свойстве глины отдавать влагу.
Шликер — это глина, разведенная до состояния текучести, напоминающая по консистенции густые сливки.
Гипсовая форма, в которую наливают шликер, интенсивно вбирает в себя воду. При этом слой глинистой массы одинаковой толщины равномерно распределяется по внутренним поверхностям формы, образуя стенки будущего изделия, или, как говорят керамисты, черепок. После высыхания полое глиняное изделие извлекают из формы и досушивают перед тем, как подвергнуть обжигу. Такова в общих чертах схема глиняного (шликерного) литья. Непосредственному литью предшествует большая подготовительная работа. Необходимо выполнить эскиз и изготовить по нему модель будущего изделия, а затем отлить из гипса по модели литейную форму.
К разработке эскиза следует приступать только после того, как вы четко представите себе назначение разрабатываемого изделия, ведь форма, пропорции, величина и декоративная отделка находятся в тесной связи с ним. Но учтите, каким бы удачным ни был эскиз, при .изготовлении по нему объемной вещи почти всегда возникает необходимость внести какие-то поправки. Таким образом, непосредственная работа над объемной моделью может подсказать художнику такие решения, которые не всегда можно предугадать в эскизе. На производстве иногда существует разделение труда, когда эскиз выполняет художник, а модель вытачивает мастер-модельщик. Чтобы творческий процесс не прерывался, художник должен уметь сам вытачивать или вырезать модели.
Модель можно выполнять из дерева или гипса. Из дерева модели точат на токарном станке или изготавливают столярными и резчицкими инструментами.
Выточенные и вырезанные детали соединяют в единое целое с помощью гвоздей, шурупов и водостойкого клея, например БФ-2 или эпоксидной смолы. Готовую модель несколько раз пропитывают горячей олифой и просушивают. Модели из гипса вытачивают на специальном точильном станке, который представляет собой, по сути дела, гончарный круг, по правую и левую стороны которого расположены ступенчатые подпорки (рис. 33.1а). Во время точения на ступеньки укладывают деревянную рейку-правилку (33.16). Правилка служит опорой резца при вытачивании модели. Если к гончарному кругу подсоединить электромотор, то его вполне можно использовать в качестве точильного станка. На верхний диск набивают несколько реек и по периметру привязывают бечевками опалубку из водостойкого картона, пропитанного олифой или парафином (33.1 в). В опалубку заливают гипс (33.1г). Таким образом, на диске после затвердения гипса и снятия опалубки образуется массивная цилиндрическая болванка — головка точильного станка (33.1д). Головка располагается с таким расчетом, чтобы во время работы вращающаяся модель находилась примерно на уровне глаз точильщика. Так же, как и при вытягивании глиняного изделия на гончарном круге, диск должен вращаться против часовой стрелки со скоростью 300—350 оборотов в минуту. По принципу действия точильный станок напоминает токарный: с вращающейся заготовки также постепенно снимаются резцами стружки до тех пор, пока не будет получена нужная конфигурация тела вращения. Но в отличие от токарного станка, гипсовая заготовка располагается вертикально, а не горизонтально.
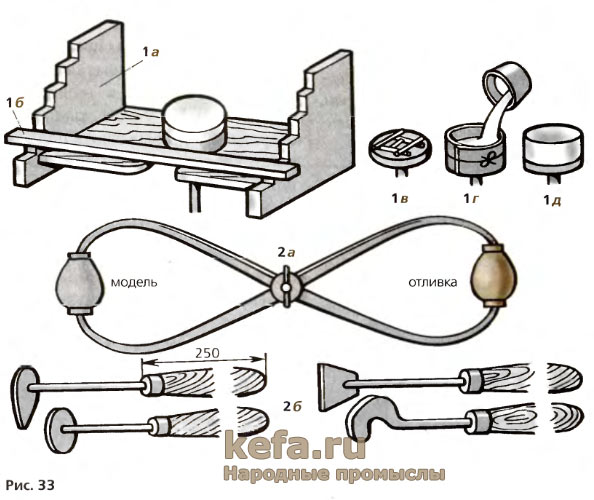
Благодаря этому заготовку удобно отливать непосредственно на головке точильного станка; к тому же мастер видит изделие в естественном положении, то есть так же, как если бы оно стояло на столе. В процессе поиска или уточнения формы это очень важно. Резцы для точильно-модель-ного станка называются клюшками (33.26). Клюшки изготавливают из стальных стержней, которые насаживают на деревянные ручки. На торце стержня под прямым углом прикрепляется стальная пластинка, имеющая форму треугольника, ромба, трапеции, вала и т. п. Так как обрабатываемый материал достаточно мягок, то нет необходимости закалять режущие части резцов. Некоторые резцы можно изготовить из толстой проволоки, конец которой расплющивают и сгибают крючком. Подобные клюшки используются при точении глиняных изделий на гончарном круге.
Определяя размеры модели, а следовательно, и заготовки, нужно учитывать, что глиняная отливка после сушки, а затем и после обжига уменьшается в общей сложности на 10—15%. Чтобы керамическое изделие после сушки и обжига имело ранее запланированные на эскизе размеры, следует модель для ее формы делать крупнее, с учетом процента усадки, который определяется опытным путем. Если же он заранее известен, размеры гипсовой или деревянной модели определяют по формуле: X = 100 х а/100 — б, где а — размер керамического изделия после сушки и обжига, б — воздушная и обжиговая усадка в процентах. Предположим, что высота готового керамического изделия должна быть 250 мм при 10-процентной усадке глиняной массы. По формуле определяем, что высота модели из гипса должна быть равной 276 мм. Если же вы имеете дело с одной и той же глиной постоянно, то, значит, и усадка всегда будет постоянной. В этих случаях для определения размеров модели можно использовать масштабный циркуль, сделанный из двух стальных полосок (33.2а).
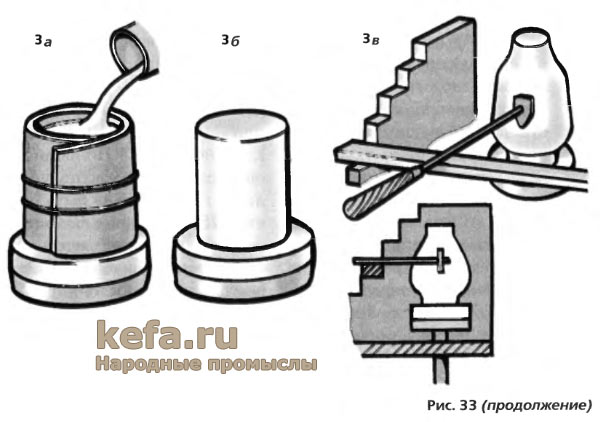
Кончики циркуля подогните так, чтобы расстояния между ними имели определенные пропорциональные соотношения, которые устанавливаются опытным путем. Раствор циркуля на одной стороне должен соответствовать действительным размерам глиняной отливки, на другой — размеру, который необходимо взять на модели. Подготовив станок и инструменты, установите на гипсовой головке обечайку в виде цилиндра, свернутого из плотного, пропитанного олифой картона или толя (33.3а). Цилиндр скрепите мягкой проволокой или сшейте толстыми нитками.
Высота обечайки должна соответствовать высоте вытачиваемой модели, а диаметр — наибольшему диаметру модели с небольшим припуском.
В закрепленную на головке точильного станка опалубку налейте доверху гипсовый раствор (на 7 частей гипса 10 частей воды). Как только через 8— 10 минут гипс затвердеет, снимите опалубку и, разметив карандашом все основные размеры (33.36), приступайте к вытачиванию модели. Правильце положите на верхние ступеньки, обоприте на него клюшку и начинайте снимать стружку с вращающейся гипсовой заготовки (ЗЗ.Зв). Насыщенный влагой гипс режется очень легко. Во влажном состоянии его следует поддерживать до окончания точения. При высыхании гипс нужно увлажнять смоченной в воде губкой. Добившись нужной конфигурации модели, срежьте ее у основания стальной проволокой, а затем просушите при комнатной температуре 2—3 суток.
Высушенную модель пропитывают несколько раз олифой или эпоксидной смолой, разведенной ацетоном. Чтобы модель просохла, требуется еще не менее двух суток. Модель служит основой для изготовления литейной гипсовой формы. Простейшая гипсовая форма состоит из двух "половин. Прежде чем приступить к отливке формы, со стороны донышка в основании модели сделайте неглубокий полусферический вырез. Это обеспечит устойчивость будущей отливки. Установите опалубку из толя на ровный щит, предварительно смазав разъединительной смазкой ее внутренние поверхности (рис. 34). Разъединительную смазку приготовьте из двух частей парафина и пяти частей керосина, расплавленных на водяной бане. Закончив подготовку, налейте в опалубку слой гипса толщиной 10—15 мм (34.1). Как только гипс схватится, но не потеряет пластичности — примерно через 1,5—2 минуты, — установите внутри опалубки модель, вдавив в мягкий гипс ее основание. Затем долейте гипс в опалубку с таким расчетом, чтобы раствор оказался на уровне самых выпуклых участков модели.
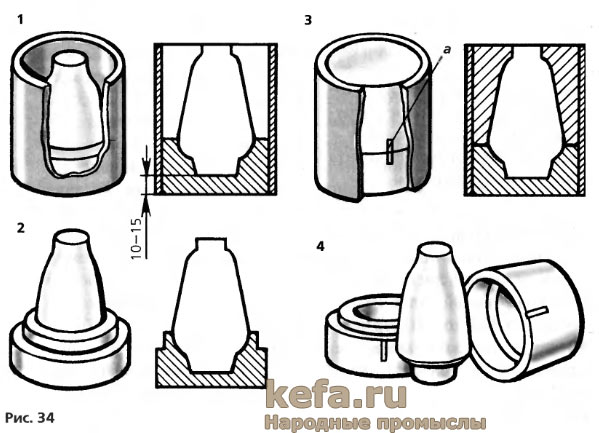
Помните, что если уровень гипсового раствора будет поднят выше самых выпуклых точек, то модель невозможно будет извлечь из нижней части формы.
Сняв опалубку, вырежьте ножом вдоль всего периметра фальц (четверть), которая в дальнейшем будет являться частью замкового соединения двух половин гипсовой литейной формы (34.2). Плоскости срезов смажьте разъединительной смазкой и снова установите в опалубку, которую теперь уже нужно залить гипсовым раствором доверху (34.3). После затвердевания гипса снимите опалубку и на боковой поверхности нанесите риску (34.3а), идущую вдоль ее оси и пересекающую обе половины формы. Это необходимо для того, чтобы при сборке формы можно было быстро и точно соединить одну половину с другой. После нанесения риски затвердевшие половины формы разъединяют и извлекают из нее модель (34.4). Форму нужно досушить уже без модели в течение двух-трех суток. Она высохнет гораздо быстрее, если ее сушить около печи или у батареи центрального отопления. Форма готова. Теперь нужно приготовить шликер — отмученную жидкую глину.
Глиняное литье - процесс
Залейте шликер в хорошо просушенную гипсовую форму доверху (рис. 35.1). Пористый гипс сразу же начнет всасывать из него влагу. Об этом легко догадаться по тому, как будет быстро падать в форме уровень шликера. Всасывая влагу, гипс притягивает к поверхности формы мельчайшие частицы глины, находящиеся в шликере во взвешенном состоянии. Постепенно на стенках формы образуется достаточно плотный слой глиняной массы.

Процесс всасывания влаги с одновременным нарастанием глиняного слоя на стенках формы называется у керамистов «насасыванием черепка».
Сразу же после заливки шликера этот процесс идет очень быстро, затем замедляется и прекращается совсем. Именно в этот момент шликер нужно слить (35.2). На стенках внутренних поверхностей гипсовой формы остается слой глины, находящийся в тестообразном состоянии, — стенки будущего сосуда. Через некоторое время слой глины на стенках формы начинает подсыхать (35.3). Одновременно происходит его усадка. При этом отливка уменьшается в размерах, и ее стенки (черепок) постепенно отделяются от гипсовой формы. В этот момент стенки затвердевают и становятся тоньше. Убедившись, что отливка достаточно хорошо подсохла, а ее стенки отделились от формы, осторожно снимите верхнюю половину и так же не спеша извлеките отливку из нижней половины формы (35.4).
Пока изделие еще не совсем высохло, производят его оправку: срезают ножом рельефно выступающие швы, образовавшиеся кое-где на стыках гипсовой формы; заделывают мягкой глиной всевозможные вмятины, углубления и царапины; после этого поверхность заглаживается увлажненной губкой. Если изделие пересохло, то неровности можно устранить с помощью наждачной бумаги. После оправки изделие ставят на полку и сушат при комнатной температуре в течение пяти-шести дней. После просушки гигроскопичность (влагопоглощаемость) гипсовой формы полностью
восстанавливается и в ней можно отливать следующее керамическое изделие, которое будет точной копией первого. В одной форме можно выполнить около двухсот отливок. Конечно, сосуд, в основе которого лежит тело вращения, можно изготовить и другим способом, например на гончарном круге. Но есть сосуды, для которых литье чуть ли не единственный способ формовки. К ним относится прямоугольная декоративная ваза, изображенная на рисунке (рис. 36).

Модель вазы изготовляют из прямоугольного деревянного бруска, к которому приклеивают ножки и горлышки, выточенные на токарном станке (36.1). На одной или двух стенках модели вырезают рельеф. Готовую модель зачищают наждачной бумагой и пропитывают горячей олифой два-три раза. Форма по этой модели отливается в той же последовательности, что и круглая ваза, только вместо цилиндрической опалубки применяется прямоугольная, собранная из четырех дощечек (36.2). Опалубку и поддон смазывают разъединительной мастикой и наливают в нее жидкий гипс так, чтобы в нем оказалась ровно половина модели. Замковое соединение получают вырезанием в нижней половине формы по углам конических углублений (36.3а), которые смазывают мастикой. После заливки второй половины формы (36.4) гипс заполняет эти углубления, образуя шипы. При сборке формы шипы точно войдут в соответствующие углубления и обеспечат точность соединения обеих половин.
Готовую форму освобождают от модели, сушат, а затем выполняют отливку уже известным способом (36.5).