
Инструменты: подкладные инструменты
Для пробивки отверстий в толстых кованых изделиях применяют прошивки и специальные пуансоны, которые, в отличие от пробойников, не имеют рукояток, а удерживаются клещами. В головках молотков и кувалд отверстия имеют овальную форму, имеют двустороннюю конусность, которая образуется при пробивке отверстий с помощью овально-конических прошивней. Вначале отверстие продавливают с одной стороны заготовки, а затем переворачивают на 180° и прошивают отверстие с другой стороны. Подобным образом прошивают овальные цилиндрические отверстия в головках подкладного инструмента - пробойниках, гладилках, раскатках и др.
Из кузнечного опыта известно, что для обеспечения извлечения прошивня из пробиваемого отверстия в предварительно помеченное углубление насыпают немного мелкого угля и возникающие при прошибе газы как бы выталкивают инструмент.
Гладилки предназначены для выравнивания шероховатостей на поверхности поковки после обработки ее молотом. Гладилки имеют плоские и полукруглую рабочую поверхность различных форм и размеров. Большие плоскости выравнивают гладилкой с квадратной рабочей поверхностью размером 100х100 мм, а для небольших площадей берут гладилки размером 50x50 мм или с прямоугольной поверхностью. Гладилки с цилиндрической поверхностью применяют при выглаживании гантелей и радиусных поверхностей, подбирая соответствующий размер. Материал гладилок сталь 40, 45, 50. Твердость поверхности 40-50 HRC, а твердость верхней части головки 30-40 HRC.
Раскатки (надавки) предназначены для ускорения раздавливания металла вдоль или поперек оси, а также для выбивания цилиндрических пазов на заготовках.
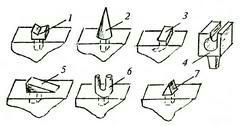
Подсечки используют для рубки заготовок или отрубки ее частей с помощью ручников. Кузнец заготовку накладывает на нож подсечки и, ударяя по ней ручником, отрубает необходимую часть, но не до конца, чтобы не испортить лезвие подсечки. Поэтому проводят глубокую подрубку заготовки, а окончательно разделяют части заготовки на краю наковальни легким ударом ручника. Материал подсечки сталь 50 с твердостью рабочей поверхности 50-55 HRC. Лезвие затачивается под углом 60°.
Конусные оправки предназначены для расширения отверстия в поковке, раздаче колец и выполнения гибочных операций. Вилки предназначены для гибки и завивки заготовок.
Оправки - для ковки уклонов, гибки и кузнечной сварки звеньев цепи.
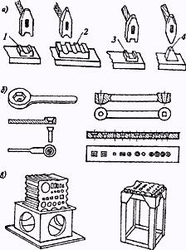
Предназначен для повышения производительности труда кузнецов и улучшения форм поковок. Инструмент состоит из нижняка (нижнего инструмента), который хвостовиком квадратного сечения вставляется в квадратное отверстие наковальни, и верхняка (верхней части инструмента), имеющего рукоятку для держания.
К этой группе относятся парные обжимки, для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы, и подбойки, предназначенные для расплющивания (раздачи) металла как продольного, так и поперечного. Для работы используются подбойки различных радиусов рабочей части от 8 до 30 мм. Специальные художественные работы выполняются с помощью обжимок - штампов сложных форм рельефов. Материал обжимок, подбоек и штампов стали 45, 50, У7. Твердость рабочих частей 45-50 HRC, а верхней ударяемой части - 30-40 HRC.
Гвоздильня со шляпочными молотками предназначена для высадки головок различной величины и формы гвоздей, болтов и заклепок. Сама гвоздильня представляет собой отдельную форму с рукояткой или специальную плиту с отверстиями. Для придания головке гвоздя, болта или заклепки нужной формы (сферы, призмы, шестигранника и т.д.) применяют шляпочные молотки. Гвоздильни изготовляют ковкой из сталей 45, У7, У7А и термообрабатывают на твердость 45-50 HRC.