К ударным инструментам относятся молотки: ручники, боевые молоты и кувалды. Ручник - основной инструмент кузнеца, с помощью его он кует небольшие изделия. Кузнеца, работающего без помощников, называли одноруким, кующим в одну руку. Ручники имеют массу 0,5-2 кг, но бывают и до 4-5 кг .
Топливо для нагрева заготовок используют в нескольких видах: твердое - дрова, древесный уголь, кокс и уголь, жидкое - нефть и его производные (керосин, уайт-спирт, бензин), газообразное - природный газ.
Одежда кузнеца: куртка из плотной хлопчатобумажной ткани с длинными рукавами, застегивающимися манжетами, нижняя часть куртки должна перекрывать верхнюю часть брюк, которые также сшиты из прочной ткани; брюки в свою очередь должны быть такой длины, чтобы закрывать верх ботинок; ботинки лучше иметь на толстой кожаной подошве. Рукавицы рекомендуется иметь из брезента, а некоторые должны иметь асбестовые накладки. Фартук - также из толстого брезента, асбестовой ткани или кожи должен прикрывать грудь и быть длиной ниже колен. На фартуке может быть сделан один карман на груди или справа у пояса.
Отжиг - нагревание стального изделия до температуры 700-900°С (в зависимости от марки стали) и охлаждение вместе с печью. Отжиг применяют при изготовлении из одного законченного изделия другое или в случае неудачной закалки.
Если закаливать неотожженное изделие, в нем могут возникнуть трещины, структура металла станет неоднородной, качество изделия резко ухудшается.
Обработка металлов давлением, группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации. Основные виды О. м. д.: прокатка (см. Прокатное производство), прессование, волочение, ковка и штамповка (см. Кузнечно-штамповочное производство). О. м. д. также применяется для улучшения качества поверхности.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы или специальные наковальни-шпераки , которые устанавливают четырехгранным хвостовиком в квадратное отверстие основной наковальни. Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или землю. Изготовляют шпераки методом ковки из углеродистой стали 45-50 с последующей закалкой рабочей поверхности до твердости 40-47 HRC.
В кузнечном ремесле приходится иметь дело с различными сплавами, цветными металлами, со сталями разных марок. Для нагрева до ковочной температуры одинаковых по размерам заготовок, но разных типов металла требуется сжечь разное количество топлива.
Теплопроводность металла - это скорость нагрева заготовки по сечению. Чем меньше теплопроводность металла, тем больше опасность образования трещин при нагреве. Например, теплопроводность сталей, особенно легированных, в пять раз меньше теплопроводности меди и алюминия. С теплоемкостью связан расход топлива для нагрева заготовки до нужной температуры. Наибольшую теплоемкость имеет стать при температуре 800-1100°С. Значит чем выше теплоемкость металла, тем больше расходуется топлива.
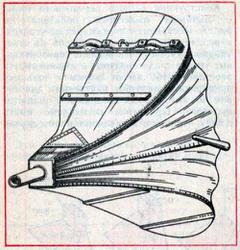
Голова - основная часть мехов. К ней прикреплены три клиновидные доски: верхняя и нижняя шарнирно, а средняя - жестко. Нижняя и средняя доски имеют клапаны для забора воздуха, это куски кожи, прибитые одной стороной к доскам, перекрывающие круглое отверстие в нижней и средней доске. Сверху над кожей прибит ремешок, ограничивающий подъем клапана. Кожаная гармошка соединяет верхнюю и нижнюю подвижные доски со средней неподвижной. Гармошка состоит как правило из трех отделенных складок, каждая из которых соединяется с внутренним деревянным каркасом, по форме совпадающим с периметром досок. Кожа прибивается к каркасу через тонкие ремешки, чтобы гвоздь не прорвал кожу.
Ковочные машины, группа машин для обработки металлов давлением - ковкой и штампованием. Основные виды К. м.: горизонтально-, вертикальнои ротационно-ковочные машины, ковочные вальцы.
Горизонтально-ковочные машины (движение рабочего органа горизонтальное) предназначены для горячего безоблойного штампования?заготовок из прутка. Рабочий орган жестко связан с кривошипным механизмом, движение вспомогательных органов осуществляется рычажно-кулачковым механизмом. В отличие от горизонтально-ковочных машин и др. кривошипных машин, приводной вал вертикальнои ротационно-ковочных машин не связан жестко с ползуном, на котором укреплен рабочий инструмент.
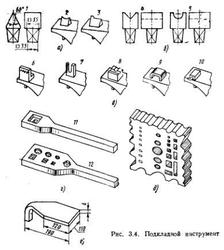
Ковкой называется обработка металла, находящегося в пластическом состояние под действием бойков молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при надобности подкладного инструмента. Изделие, получаемое ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и массуот нескольких граммов до 350 т. и более. Большие поковки получают непосредственно из слитков, поковки средних и малых размеров – из прокатных заготовок.
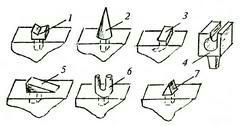
Для пробивки отверстий в толстых кованых изделиях применяют прошивки и специальные пуансоны, которые, в отличие от пробойников, не имеют рукояток, а удерживаются клещами. В головках молотков и кувалд отверстия имеют овальную форму, имеют двустороннюю конусность, которая образуется при пробивке отверстий с помощью овально-конических прошивней. Вначале отверстие продавливают с одной стороны заготовки, а затем переворачивают на 180° и прошивают отверстие с другой стороны. Подобным образом прошивают овальные цилиндрические отверстия в головках подкладного инструмента - пробойниках, гладилках, раскатках и др.
Инструменты, которыми приходится пользоваться кузнецу, делятся по своему назначению на опорные, ударные, зажимные, подкладные, захватывающие, мерительные и вспомогательные.
Опорные инструменты: основные наковальни, небольшие наковальни для мелких изделий и шпераки.
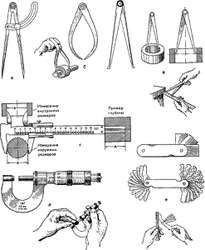
Контрольно-измерительные инструменты необходимы для измерения заготовок и поковок как в процессе ковки, так и после окончания обработки и охлаждения.
Универсальный мерительный инструмент - стальная линейка для измерения линейных размеров. Применяются различные линейки 250, 500, 1000 мм; стальной металлический метр применяется для тех же целей, что и линейка, но для компактности он состоит из отдельных звеньев, соединенных шарнирно. Точность измерения такой линейкой и метром составляет 0,5 мм.
К этому классу относятся различного вида клещи. Они предназначаются для вынимания нагретых заготовок из горна и удерживания их во время ковки. Клещи состоят из двух клещевин, соединенных заклепкой; головная часть клещей с губками предназначена для захвата заготовки, задняя часть является рукояткой. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть по возможности легкими с пружинящими рукоятками, а для надежности во время работы рукоятки клещей стягиваются специальным кольцом - шпандырем. Длина кузнечных клещей составляет 300-1500 мм, материал - сталь 15, 20, 25. Заготовка должна быть плотно захваченной клещами. Но если этого не происходит, необходимо подогнать губки по форме. Для этого губки клещей нагревают в горне, зажав ими заготовку, и обжимают их ударами ручника или молота. Клещи, хорошо подогнанные, значительно повышают производительность труда и снижают травматизм.
Издревле русские кузнецы (с VI-VIII веков н.э.) владели всеми приемами свободной ковки, кузнечной сварки, горновой пайки меди, умели производить термическую обработку изделий.
При том уровне техники от мастера требовалось много умения, навыка, опыта в обращении с металлом. Различить, например, сорта стали можно было только по цвету и характеру искры или излому, а степень нагрева при ковке, закалке и сварке - по цвету раскаленного металла (каленого) на глаз; о температуре отпуска стали мастер судил по цветам побежалости и т.д. Интересно, что древнерусские кузнецы с большим искусством производили не только украшения к костюмам - пряжки, перстни, застежки, браслеты, подвески, ожерелья, оплечья или украшения конской сбруи, но и петли на ларцы и сундуки, оковки для них, дверные замки, мечи, шлемы, кольчуги, боевые топоры, всевозможную бытовую утварь и великое множество других железных кованых изделий.
Верхняя горизонтальная плоскость называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости 45-50 HRC и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребро должно быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.
Для размещения очага и разогреваемых заготовок необходим постамент или его еще называют стол-лежанка. Это основа стационарного горна. Постамент обычно устанавливают в середине задней стены кузницы и его высота зависит от роста кузнеца. Для удобства переноса заготовки из горна на наковальню и обратно высота постамента должны быть примерно 700-800 мм, а площадь горизонтальной поверхности стола обычно равна 1x1,5 или 1,5x2 м.
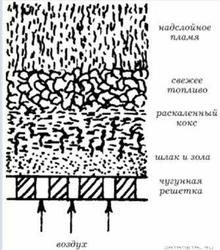
Для ручной ковки наиболее приемлемы горны открытого типа, позволяющие нагревать и короткие и длинные поковки в любой их части (в том числе и средней). Они просты в обслуживании и удобны в работе, быстро нагреваются. Для разжигания холодного горна горновое гнездо очищают от золы и шлака, продувают фурму, насыпают небольшой слой угля, оставляя отверстия фурмы свободными, затем зажигают древесную стружку или тряпки смоченные керосином, сверху засыпают второй слой угля и дают слабое дутье. Когда уголь разгорится, добавляют еще угля и постепенно увеличивают дутье. В горне, благодаря спеканию угля, образуется твердая корка, под которой развивается высокая температура.
Из уголков сварен постамент горна, стол горна выложен огнеупорным кирпичом. На верхние горизонтальные уголки кладется фурма. На высоте 15 см от основания к зольнику приваривается патрубок с внутренним диаметром 30 мм, в который вставляется конец шланга пылесоса. Необходимо иметь в виду, что шланг должен быть вставлен в верхнее гнездо пылесоса, работающее на выброс воздуха из пылесоса, а нижнюю чашку пылесоса (под пылесборником) снимают и в таком виде пылесос устанавливают на подставку.